Изготовление коленчатых валов
Назначение коленчатых валов, условия работы, конструктивные особенности.
Кривошипно-шатунный механизм компрессора, состоящий из коленчатого вала, шатуна, крейцкопфа или поршня, служит для преобразования вращательного движения коленчатого вала в возвратно-поступательное движение крейцкопфа или поршня, а также для передачи усилия с коленчатого вяла на поршень цилиндра для производства работы — сжатия газов.
Коленчатый вал является наиболее нагруженной деталью компрессора, так как всю мощность от двигателя он передает шатунам и масляному насосу. Коленчатый вал во время работы испытывает переменные динамические нагрузки, поэтому он должен быть достаточно жестким, чтобы под действием рабочих нагрузок обеспечивать необходимую точность движения перемещающихся частей, обладать высоким сопротивлением усталости. Трущиеся поверхности коленчатого вала должны иметь высокую износостойкость.
Коленчатые валы отличает ряд конструктивных особенностей, обусловливающих специфику их обработки: цилиндрические поверхности не имеют общей оси — коренные шейки и расположены на одной оси, а шатунные и — на других осях; наличие сравнительно больших плоских поверхностей, не являющихся поверхностями вращения; наличие различного числа колен, расположенных под определенными углами.
Производство коленчатых валов отличается технологией изготовления, применяемым оборудованием, методами термической обработки, подъемно-транспортными средствами.
Материал и способы получения заготовок
Коленчатые валы изготовляют из высококачественной углеродистой стали марок 40 и 45 или легированной стали марки 40Х. Марку стали выбирают так, чтобы обеспечивались высокая пластичность и возможность закалки трущихся поверхностей. В связи с низкими литейными свойствами стали и недопустимостью каких-либо пороков в материале (свойственных стальному литью) заготовки коленчатых валов получают обработкой давлением.
В единичном и мелкосерийном производствах для коленчатых валов заготовками являются поковки. Форма и размеры поковок значительно отличаются от формы и размеров готовых коленчатых валов. Поковки выполняют на мощных парогидравлических прессах.
В серийном и крупносерийном производствах заготовки валов получают горячей штамповкой. Штамповка заготовок включает в себя предварительную и окончательную штамповку, обрезку облоя на обрезном прессе, горячую правку в штампах под молотом. Поковки коленчатых валов подвергают термической обработке для получения определенного качества материала.
Штампованные заготовки подвергают нормализации для снятия внутренних напряжений. Режим нормализации: загрузка в печь при 450 °С; нагрев в течение 8 ч до 950 °С; выдержка в печи в течение 3 ч при температуре 950 °С; охлаждение с печью в течение 3 ч до 64и°С; охлаждение на воздухе.
После термической обработки заготовки очищают от окалины. Поковки небольших размеров очищают от окалины путем дробеструйной обдувки, а на крупных поковках окалину снимают пневматическими молотками. Для испытания механических свойств материала поковок припуск на длинном конце вала увеличивают на 60-100 мм (для изготовления образцов). При испытании образцов производят проверку на ударную вязкость, предел текучести, относительное удлинение и твердость.
 Читайте также:
Читайте также:

Весьма перспективно изготовление коленчатых валов из модифицированного литейного чугуна марки ВЧ 50-1,5, так называемого высокопрочного чугуна. Проведены экспериментальные исследования по применению чугунных коленчатых валов для компрессоров средней мощности. Длительные испытания компрессора с литым коленчатым валом показали целесообразность его применения. Литые чугунные коленчатые валы имеют существенные преимущества по сравнению с коваными и штампованными стальными:
возможность получения более рациональных конструктивных форм, например, пустотелых шеек и щек, что помимо облегчения вала позволяет значительно снизить трудоемкость получения масляных каналов;
более высокий коэффициент использования металла за счет меньшего количества снимаемой стружки;
шатунные шейки коленчатых валов из высокопрочного чугуна можно не подвергать термической обработке, так как антифрикционные свойства этого чугуна настолько высоки, что износ шеек без термической обработки меньше, чем у закаленных стальных;
меньше чувствительность чугуна к концентрации напряжений.
Перспективным направлением является применение сборной конструкции коленчатого вала. Коренные и шатунные шейки изготовляют отдельно, затем собирают путем запрессовки в соответствующие отверстия пластин-щек. В этом случае весьма упрощаются как заготовительные процессы, так и процессы механической обработки.
Технология производства гильз
Назначение, условия работы, конструктивные особенности
Гильзы, монтируемые в верхней части блок-картера, являются цилиндрами компрессора, где происходит сжатие газа.
-
Читайте также:

Конструкция компрессора, в которой основная часть цилиндра в виде гильзы выполнена как самостоятельная деталь, имеет ряд технологических и эксплуатационных преимуществ по сравнению с конструкцией с цельнолитыми блоками цилиндров:
простая конструкции и малые габариты гильзы (в сравнении с блоком цилиндров) позволяют получать отливку центробежным способом, обеспечивающим высокое качество отливки и меньший расход металла;
выделение трущейся части блока — цилиндров в самостоятельную деталь в виде гильзы позволяет получить литьем вместо двух корпусных деталей, а именно, блока цилиндров и картера, одну деталь — блок-картер; это уменьшает расход металла, повышает точность взаимного расположения основных поверхностей блок-картера, т. е. улучшает эксплуатационные характеристики компрессора;
значительно снижается стоимость ремонта в тех случаях, когда повреждено зеркало цилиндра: заменяют гильзы, а не дорогостоящие блоки цилиндров.
В процессе работы компрессора стенки гильз испытывают большие давления, температурные деформации и трение, поэтому гильзы должны быть достаточно прочными, их трущиеся поверхности должны иметь высокую износостойкость и твердость и противостоять температурным деформациям.
Назначение и устройство коленчатого вала – понятными словами о детали


Коленчатый вал ДВС воспринимает большие нагрузки, поэтому он изготавливается с большим запасом прочности. Материалы для изготовления коленвала следующие:
- углеродистая сталь;
- хромомарганцевая сталь;
- хромоникельмолибденовая сталь;
- высокопрочный чугун.
Марки стали состава коленвала в порядке распространенности:
- Сталь 45. Означает, что в сплаве металла содержится от 0,42 до 0,5 % углерода (С).
- Сталь 45Х. Это конструкционный легированный сплав, в котором содержится хром в количестве 1%. Из справочников по ГОСТу хрома содержится в этой марке от 0,8 до 1,1 %.
- Сталь 45Г2. Буква Г в шифре стали означает, что содержится марганец (Mn) в количестве 2%.
- Сталь 50Г. Этот шифр обозначает, что это марганцевая сталь с содержанием 1% марганца (Mn) и 0,5% углерода (С).
Если в шифре сплава металла содержится более, чем 2,14% углерода (С), то — это чугун.
Марки стали коленвалов дизельных двигателей:
- Сталь 40ХНМА.
- Сталь 18ХНВА.
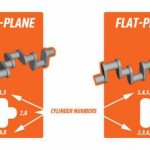
Почему коленвалы называют плоскими?
В процессе изучения устройства коленчатого вала, порой кажется, что ты на уроке биологии. Первым делом в глаза бросаются массивные плоские «щеки», между которыми находятся «шейки». Одни шейки (как вы наверняка знаете) — коренные (на них вал опирается, лежа в картере) и шатунные (именно к ним сверху «цепляются» шатуны). Если посмотреть на коленвал «в фас», возможны два варианта: либо щеки с шейками лежат в одной плоскости, либо половина из них расположена под прямым углом к другой половине. В первом случае вал и называют плоским.
-
Читайте также:

При сборке двигателя вашей малолитражки наверняка использован именно плоский вал — это самой собой разумеющееся решение для 4-цилиндрового двигателя. А вот при создании V-образной «восьмерки» уже есть выбор. Изначально (на заре автомобилестроения) все конструкторы предпочитали именно плоские валы, однако с ростом мощности силовые агрегаты генерировали все больше вибраций и все труднее поддавались балансировке. Именно в попытках уменьшить уровень вибраций создатели моторов и пришли к схеме с установкой шеек под прямым углом друг к другу. И сейчас на большинстве V-образных «восьмерок» стоят именно такие коленвалы. А «плоские» остались уделом гоночных моторов или двигателей для суперкаров — можно вспомнить силовые агрегаты Ferrari или 5-литровый двигатель под капотом нового Shelby Mustang GT350.
Понять разницу между плоским коленвалом (справа) и коленвалом с шейками, установленными под прямым углом, проще всего с помощью картинок.
Окончательно отказываться от плоского коленвала мотористы не собираются. Ведь более простая конструкция делает его компактнее и легче, а значит — при прочих равных такой вал способен быстрее раскручиваться, делая мотор более приемистым. К тому же, сто последних лет металлурги не сидели спустя рукава — и благодаря продвинутым материалам, позволяющим при прежних размерах сделать деталь ощутимо легче, у современных плоских валов вибрации на порядок меньше, чем у их далеких предков.
Остается вопрос: почему же тогда коленвалы 4-цилиндровых моторов делают плоскими? Дело в том, что уровень вибраций, вызванных т.н. силами инерции 2-го порядка (именно они проявляются на V-образных «восьмерках» с плоским коленвалом), сильно зависит от рабочего объема мотора. 4-цилиндровые двигатели компактны — поэтому на такие вибрации порой можно просто закрыть глаза. А если нельзя — проще и дешевле использовать т.н. балансирные валы. О которых мы поговорим в другой раз.
P.S. АвтоВести до сих пор не ответили на простой вопрос, интересующий лично вас? Тогда оставьте этот вопрос в комментариях. Но не забудьте перед этим свериться с полным списком материалов этой рубрики.
Элементы коленвала
Коленчатый вал (коленвал) ДВС состоит из:
- Коренная шейка.
- Шатунная шейка.
- Щёки.
- Передняя выходная часть вала или, по-другому — носок.
- Задняя выходная часть вала, или, по-другому — хвостовик.
- Противовесы.
Коренная шейка вала коленчатого вала — это специальное посадочное место для коренного подшипника, на котором сидит и вращается коленвал.
Обозначения рисунка «Коленчатый вал ДВС»:
- Фланец маховика.
- Противовесы.
- Шатунные шейки.
- Коренные шейки.
- Щека.
- Отверстия подвода масла к шейкам.
- Противовесы.
- Коренная шейка упорного подшипника.
- Посадочное место звездочки (шестерни) привода распределительного вала.
- Носок коленчатого вала.
В строении коленвала ДВС имеются коренные шейки, соединяющиеся с шатунныйми шейками посредством щёк. Помимо соединительной функции щек, они еще являются балансирами кривошипно-шатунного механизма, то есть выравнивают вес поршней и шатунов. Благодаря сбалансированному вращению коленвалу, двигатель работает плавно, без рывков.
-
Читайте также:

На коренные и шатунные шейки надеваются подшипники скольжения, называемые вкладышами. Вкладыши тонкостенные располовинчатые из стальной ленты с антифрикционным слоем (то есть, устойчивым к трению).
Шатунная шейка является опорой для шатуна. Самой большой нагрузке в строении коленвала ДВС подвергаются места перехода от шеек к щекам.
Чтобы весь коленчатый вал двигателя не перемещался по оси, не имел осевой люфт, используется упорный подшипник скольжения. Подшипник скольжения удерживающий от перемещения по оси коленвала устанавливается на крайней или средней коренных шейках.
В конструкции шеек и щек коленвала конструкторами предусмотрены специальные отверстия для смазки. Через эти отверстия под давлением подается моторное масло к каждой шейке вала. Коренные шейки обеспечены такой индивидуальной смазкой. Через каналы в щеках, масло подается на шатунные шейки.
Задняя часть коленвала — это хвостовик, обеспечивающий передачу крутящего момента маховику, который закрепляется на хвостовике, а маховик, в свою очередь, передает вращение на коробку переключения передач.
Передняя часть коленвала — это носок. На носке монтируются такие детали:
- шестерня или звездочка привода распределительного вала (распредвала) газораспределительного механизма (ГРМ);
- шкив привода навесного оборудования. Кстати, как снять шкив коленвала, мы рассматривали подробно. Есть несколько способов.
На носке также монтируется, так называемый гаситель крутящих колебаний. Так как коленвал ДВС постоянно испытывает огромные нагрузки на кручение и излом, на носке необходимо подавлять вибрацию (колебания).
Гаситель вибраций коленвала состоит из двух дисков и растягивающегося элемента (резина, силикон, масляная жидкость, пружина). Вибрация на носке вала уменьшается благодаря гасителю крутильных колебаний.
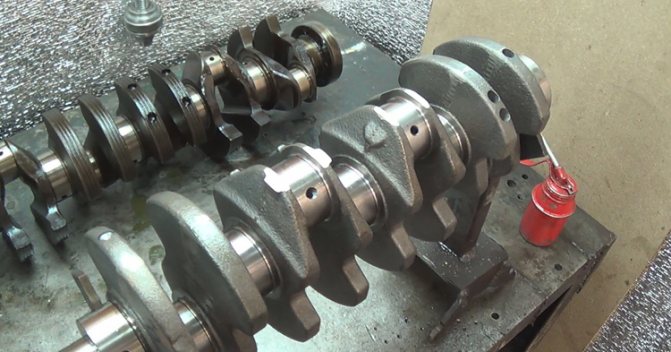
Коленчатый вал это конструкция, короче много раз изогнутая железяка
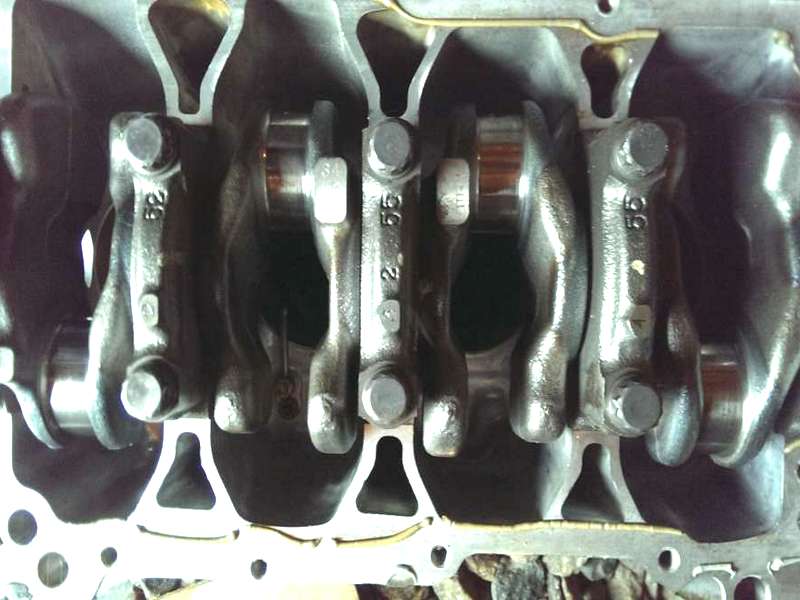
Коленвал представляет собой расположенные на одной оси коренные шейки, соединенные щеками и шатунные шейки, количество которых определяется числом цилиндров. При помощи шатунов шейки коленвала соединены с поршнями.
В зависимости от того как расположены коренные шейки, коленвал бывает:
- полноопорный – если коренные шейки располагаются по обе стороны от шатунной шейки;
- неполноопорный – если коренные шейки располагаются только с одной стороны от шатунной шейки.
Большинство современных автомобильных двигателей оснащены полноопорными коленчатыми валами.
Тыльная и фронтальная стороны коленчатого вала уплотняются защитными сальниками, которые не допускают протекания масла в местах, где маховик выходит за пределы блока цилиндров.
Движение коленвала гарантируют подшипники скольжения, которые представляют собой тончайшие стальные вкладыши, со специальным антифрикционным слоем. Чтобы не допустить осевое смещение, существует упорный подшипник, устанавливаемый на коренную шейку (крайнюю или среднюю).
Материалы для изготовления
Коленчатый вал это трудяга, который подвергается действию сильных, быстроизменяющихся нагрузок. Показатели его надёжности определяются конструктивными особенностями и материалами, из которого он сделан.
У этого элемента двигателя, обычно, цельная структура. Так что материалы для его изготовления должны использоваться максимально прочные, потому что от этого зависит стабильная работа системы. Лучшие материалы ‒ углеродистая и легированная сталь и высокопрочный чугун.
Коленчатые валы изготавливают методом литья, ковки из стали, а затем их вытачивают. Заготовки производят горячей штамповкой или литьем.
Важный момент ‒ расположение волокон материалов в заготовке. Чтобы они не перерезались в процессе обработки, применяют гибочные ручьи. Когда заготовка изготовлена, её еще раз обрабатывают высокой температурой и освобождают от окалины.
Материал и технология производства зависит от класса и типа автомобиля.
- Для серийных моделей коленвалы производятся методом литья из чугуна. Это уменьшает себестоимость.
- Для дорогих спортивных моделей берут кованные стальные коленвалы. Такой вариант обладает рядом преимуществ по размерам, весу и показателям прочности, и все чаще используются в автомобилестроении.
- Для супердорогих двигателей изделие вытачивается из цельных стальных болванок. При этом приличная часть материала остается в отходах.
Назначение коленвала
Во всех сложно-технических устройствах происходит возникновение одной одного вида энергии, которая кинематическими схемами преобразуется в другую, например, вращательное — в поступательное, и т.д.
В двигателе ДВС коленчатый вал — это сердце двигателя. Принцип работы коленвала следующий: когда поршень удалился на самое максимальное расстояние — щёки и шатун вытягиваются в одну линию. Далее, в рабочей камере сгорания цилиндра происходит взрыв топливно-воздушной смеси, из-за чего поршень опускается вниз с шатуном. Основание шатуна проворачивается вокруг оси шатунной шейки коленвала, так как шатун сидит на ней. После достижения поворота на 180 градусов, шатун начинает движение вверх и поднимает поршень. Таким образом происходит цикл вращения деталей цилиндро-поршневой группы.
Максимально удаленное и максимально приближенное расстояния от коленвала до поршней называются мертвыми точками, в мертвых точках скорость движения равна нолю.
Процесс обслуживания
Как и любая деталь, коленчатый вал нуждается в специальном уходе. Для осмотра и ремонта, необходимо его снять. Обычно это требуется во время капитального ремонта, к примеру, после гидроудара, во время которого, коленвал может повести.
Чтобы снять коленвал, необходимо демонтировать двигатель и его элементы. Перевернув ДВС, отмечают расположение крышек коренных подшипников, затем их снимают, приподнимают коленвал и отсоединяют заднее уплотнительное кольцо. После этого снимают вкладыши с блоков цилиндров и крышек. Таким образом, мы имеем отсоединенный коленчатый вал.
Для его проверки необходимо промыть бензином и просушить деталь. Производится осмотр на предмет трещин, сколов, вмятин. Если таковые обнаружены — деталь подлежит замене.
Открутив пробки, можно прочистить все масляные каналы. Шатунные шлейки шлифуются и полируются, снова прочищаются каналы для масла. Вкладыши подшипников, подшипник носовой части, маховик, сальник и резиновые уплотнители при обнаружении дефектов также необходимо заменить.
После этого производится сборка двигателя в порядке, обратном разбору, предварительно смазав все детали. Также необходимо убедиться в плавности скольжения и вращения детали.
Обработка коленвала.
Коленвалы ДВС в процессе изготовления подвергаются механической и химико-термической обработкам. Так как коленчатый вал двигателей — это сложное устройство с высокой точностью, оно делается с высокими квалитетами только на заводах. Механобработка вала, в основном, понятна многим — это изменение формы по заданным параметрам.
Химическая обработка коленвалов — это закалка током высокой частоты (ТВЧ), азотирование, закалка поверхностного слоя. Изношенные азотированные валы не шлифуют, они подлежат замене. Благодаря всем этим хим и термическим обработкам повышается прочность и износоустойчивость.
Автор публикации
не в сети 2 дня
Количество распредвалов в двигателе
Эта величина, как правило, зависит от конфигурации двигателя. Двигатели с рядной конфигурацией и одной парой клапанов на цилиндр имеют один распредвал. Если на цилиндр предусмотрено 4-е клапана, то два распредвала.
Оппозитные и V-образные двигатели имеют один распредвал в развале, либо два, по одному распредвалу в каждой головке блока. Существуют также исключения, связанные с конструктивными особенностями модели двигателя. (например, рядное расположение четырех цилиндров – один распредвал при 4-х клапанах на цилиндр, как у Мицубиси Лансер 4G18).
Современный рынок предлагает потребителю разные двигатели с разными системами изменения фаз газораспределения. Наиболее характерные из них:
VTEC – технологическая разработка компании Honda. Регулировка фаз происходит посредством использования для регулируемого клапана 2 кулачков.
VVT-i — от фирмы Toyota. Регулировка фаз производится поворотом распредвала относительно его приводной звёздочки.
Valvetronic — технологическая разработка компани BMW. Регулировка высоты подъёма клапанов происходит за счёт изменения положения оси вращения коромысел.
Мнение эксперта Руслан Константинов Эксперт по автомобильной тематике. Окончил ИжГТУ имени М.Т. Калашникова по специальности «Эксплуатация транспортно-технологических машин и комплексов». Опыт профессионального ремонта автомобилей более 10 лет. Современные двигатели редко имеют один распредвал, чаще всего их два, что обеспечивает более тихую работу двигателя, повышается КПД и увеличивается мощность за счёт большего количества клапанов (ускоряется цикл впуск-выпуск). Один распредвал отвечает за работу впускных, а другой выпускных клапанов. Для более мощных автомобилей с V-образными моторами используется четыре распределительных вала из-за конструктивных особенностей силовой установки. Газораспределительный механизм с одним распределительным валом получил название Single OverHead Camshaft (SOCH), система с двумя валами называется Double OverHead Camshaft (DOCH). При правильной эксплуатации распределительные валы редко выходят из строя, основная их неисправность это естественный износ трущихся деталей или деформация узла из-за трещин. Износ значительно ускоряется в следующих случаях:
- низкое давление масла (недостаточный уровень);
- попадание в масло антифриза или топлива;
- прогар клапанов или неисправности гидрокомпенсаторов;
- нарушение фаз газораспределения.
Успехов вам в изучении устройства двигателя своего автомобиля.
Стингер-шоп
Интернет магазин Стингер шоп появился как следствие нашего стремления, предоставить большему количеству людей, стремящихся улучшить или доработать свой автомобиль, такую возможность. Совершая покупки в нашем интернет магазине, Вы, во-первых, не переплачиваете и получаете 100 % оригинальный товар. Поскольку наш магазин находится в Тольятти — это позволяет нам предложить конкурентоспособные цены и широкий ассортимент товаров. Среди остальных Интернет магазинов, которых сейчас появилось достаточно много, Стингер спорт выделяет постоянное наличие товара на складе и гибкая система доставки товара. Ассортимент Стингер спортпостоянно растет и мы стремимся снизить цены, что бы сделать доработку Вашего автомобиля еще доступнее.
Коленвал – в нем каждый вал идеален
Функция коленвала такова: движение поршней преобразовывается в крутящий момент, давая возможность автомобилю трогаться с места. Коленвал имеет сильно искривленную форму, по этой причине, он назван также кривошипом.
Из чего делают коленвалы
В наше время все коленвалы изготавливаются из цельного куска металла, не производятся сборными и являются полноопорными. Коленвалы делают из высококачественной стали, а в старых моделях автомобилей, пока еще используют чугунные. При производстве кривошипа крайне важен идеальный расчет его массы, каждая деталь должна быть выверена до микроскопичной точности. Так как в изготовлении этой детали используется высококлассное оборудование, коленвал стоит дорого. Коленчатый вал призван выдерживать крайне высокие нагрузки, к примеру, в современном дизельном двигателе, коленвал принимает нагрузку в 10 тонн, переданную от воспламенения топлива при каждом ходе шатуна. Таким образом, можно представить себе, какую нагрузку «перерабатывает» коленчатый вал при моторе с 8-мью цилиндрами, это целых 80 тонн! Также, кривошипы могут вибрировать – от такой неприятной характеристики современные производители стараются избавляться посредством изготовления коленвала из высококачественной стали.
Ремонт коленвала
Вывод
Вывод: бережное отношение и своевременный уход, а именно:
Способ изготовления коленчатого вала
Изобретение относится к области машиностроения и, в частности, к технологии изготовления коленчатого вала горячей объемной штамповкой. Способ включает формирование шатунных шеек коленчатого вала и последующую гибку. Формирование шатунных шеек осуществляют с приданием поверхностным волокнам их материала ориентированного окончательного положения, параллельного осям шатунных шеек. Гибку коленчатого вала производят с замыканием шатунных шеек поверхностями зажимных элементов. После операции гибки осуществляют формовку щек и противовесов в открытых штампах с удерживанием коленчатого вала за окончательно сформированные шатунные шейки с помощью замкнутых поверхностей с исключением истечения материала в направлении, перпендикулярном наружной поверхности щек. В результате обеспечивается повышение прочности коленчатого вала. 1 з.п.ф-лы, 6 ил.
Изобретение относится к области машиностроения и, в частности, к технологии изготовления коленчатого вала горячей объемной штамповкой.
Известен способ изготовления коленчатого вала горячей объемной штамповкой из проката посредством гибки заготовки с высадкой в секционном штампе на раздельных переходах с калибровкой вала в общем штампе. См., например, Е.И.Семенов и др. Справочник “Ковка и штамповка”, т.2 Горячая штамповка. М., Машиностроение, 1986, стр.31-33.
Недостаток известного способа заключается в невозможности его применения в условиях крупносерийного и массового производства, свойственного автомобильной промышленности, значительного перерасхода исходного материала и неопределенной ориентации поверхностных волокон материала шатунных шеек, что ведет к их более раннему износу, вследствие выхода волокон на поверхность, поскольку шатунные шейки работают в подшипниках скольжения.
Известен способ горячей объемной штамповки коленчатого вала автомобиля, описанный в книге Семендий В.М., Акаро И.Л., Волосов Н.Н. “Прогрессивная технология, оборудование и автоматизация кузнечно-штамповочного производства КАМАЗа”, М., Машиностроение, 1989, стр.215-255. Способ штамповки заключается в разделении исходного проката на мерные заготовки, нагреве заготовок, распределении материала вальцовкой на ковочных вальцах с последующей предварительной и окончательной штамповкой в открытых штампах, обрезкой, правкой и калибровкой.
Недостаток указанного способа заключается также в отсутствии определенной управляемой ориентации поверхностных волокон материала шатунных шеек, выходе волокон на поверхность вследствие обрезки коленвала, более раннему появлению питтинга на поверхности шатунных шеек при эксплуатации, неблагоприятному появлению концентраторов и как результат в меньшей долговечности коленвала.
Наиболее близким способом штамповки коленчатого вала, принятым за прототип, является способ горячей объемной штамповки коленчатого вала автомобиля, описанный в статье Adolf W.W. «Neuere Entwicklungen bei geschmiedeten Kraftfahrzeug-Kurbenwellen» в журнале Schmiede-Joumal, September 2001, S 14-17.
Способ заключается в отрезке, ковке на вальцах, предварительной, окончательной формовке вала и обрезке.
Прототип обладает теми же недостатками, что и аналоги, а именно, произвольно ориентированное, неуправляемое в процессе штамповки расположение поверхностных волокон материала шеек, выход их наружу и вследствие этого ускоренный износ материала в виде питтинга по шейкам и, как следствие, более ранний износ коленвала.
Недостатки способа изготовления коленчатого вал, характерные прототипу, устраняются тем, что шатунные шейки коленвала заключают в замкнутые поверхности и осуществляют гибку коленвала, далее выполняют формовку щек и противовесов в открытых штампах, при этом также удерживают коленчатый вал за окончательно сформованные шатунные шейки в замкнутых поверхностях и исключают истечение материала в направлении, перпендикулярном наружной поверхности шеек.
Сравнительный анализ способа изготовления коленчатого вала с известным, принятым за прототип, показал, что заявленный способ, обеспечивающий ориентированное, управляемое положение поверхностных волокон материала шатунных шеек, параллельное их осям, а также гибку вала для образования кривошипов, значительно повышает прочность коленвала в направлении приложения усилия и тем самым увеличивает долговечность.
К совокупности существенных признаков способа, обеспечивающих технический результат, следует отнести удерживание вала в штампе посредством помещения шатунных шеек в замкнутый объем, образованный элементами штампа, исключающими истечение материала шейки в неконтролируемом направлении.
Изобретение поясняется чертежами, где:
фиг.1 — исходная заготовка;
фиг.2 — формирование шатунных шеек;
фиг.3 — зажим шатунных шеек и гибка коленвала;
фиг.4 — предварительная формовка щек и противовесов коленвала;
фиг.5 — окончательная формовка коленвала;
Способ реализуется следующим образом.
Как показано на фиг. 1, исходная заготовка 1 из проката имеет положение волокон 2 параллельно своей оси. Заготовку 1 устанавливают в стан для глубокой прокатки (не показан) и инструментом 3 прокатывают шейки 4, 5, 6, 7 коленчатого вала 8, формируя их в окончательный размер «d», получая расположение поверхностных волокон 2, параллельное оси шатунных шеек и коленвала, как показано на фиг.2. Возможен и другой способ формирования шеек.
Затем полуфабрикат из заготовки 1 укладывают в гибочный инструмент 9 штампа 10 и осуществляют ход пресса (не показан). При ходе ползуна пресса вниз гибочный инструмент 9 своими пуансонами 11, 12, 13, 14 и подвижными силовыми зажимами 15, 16, 17, 18 с жестко замыкаемыми поверхностями охватывает шатунные шейки 4, 5, 6, 7 по наружному диаметру, замыкает их и изгибает стержень заготовки 1 пуансонами в полуматрицах 19, 20, образуя участки 21, 22, 23, 24, 25 для последующей формовки щек и противовесов коленчатого вала.
Полученный полуфабрикат 26 помещают в последующие инструменты 27, 28 для формовки щек 29 и противовесов 30 в открытом штампе, при этом коленчатый вал удерживают в инструментах 27, 28 в жестко замыкающихся поверхностях подвижных силовых зажимов 15, 16, 17, 18 за шатунные шейки 4, 5, 6, 7.
Избыточный материал из открытых инструментов 27, 28 истекает в облой 31 и удаляется в обрезном инструменте.
На этом горячая штамповка коленчатого вала заканчивается. Способ штамповки может быть выполнен как в многопозиционном штампе, так и в раздельных штампах.
Таким образом, способ штамповки обеспечивает постоянный контроль расположения поверхностных волокон исходного материала шатунных шеек и коленвала автомобиля в целом и исключает истечение материала перпендикулярно наружным поверхностям и прерывание поверхностных волокон при управляемой ориентации, за счет этого повышает его прочность и долговечность.
1. Способ изготовления коленчатого вала горячей объемной штамповкой из проката, включающий формирование шатунных шеек коленчатого вала и последующую гибку, отличающийся тем, что формирование шатунных шеек осуществляют с приданием поверхностным волокнам их материала ориентированного окончательного положения, параллельного осям шатунных шеек, гибку коленчатого вала производят с замыканием шатунных шеек поверхностями зажимных элементов, после чего осуществляют формовку щек и противовесов в открытых штампах с удерживанием коленчатого вала за окончательно сформированные шатунные шейки с помощью упомянутых замкнутых поверхностей с исключением истечения материала в направлении, перпендикулярном наружной поверхности щек.
2. Способ по п.1, отличающийся тем, что формирование шатунных шеек коленчатого вала осуществляют поперечной глубокой прокаткой.



